|
|
|
|
|
我们拥有硬件与软件的全面研发能力和升级改造能力,目前我们已经达到以下改进,将为客户提供升级服务。
|
|
|
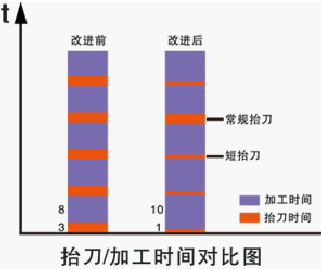
1.脉动抬刀
up参数十位数控制短抬刀
1)相对以前同样的抬刀参数,增加15%的加工时间,在加工骨位时可提高30%的加工速度;
2)放电更加连续
3)特殊情况可使用更小的DN参数,不影响加工效率。
2.更稳定的小电流加工
改进的伺服算法使0.5~3A范围的加工效率提高10%。
3.高效的精加工速度
提高C825、C810精加工效率20%左右。
4.自定义伺服电压
0~9为老设定档位,11~200为用户可设定的实际伺服电压,以解决原软件伺服档位间隙太大的问题。
|
|
 |
|
|
|
测试实例
|
|
实测结果具有下列稳定改进性能
|
 |
Φ20镜面加工
加工深度:0.5mm
电极材料:紫铜
工件材料:S136
表面粗糙度:Ra≤0.4µm
加工特点:高光洁度
加工时间:1h20min
|
|
 |
骨位加工
加工深度:10mm
电极材料:石墨
电极尺寸:1*25mm深20mm
工件材料:45#
加工特点:加工稳定性及高效率
加工时间:16min
损耗:0.16mm
|
|
 |
损耗测试
加工深度:10mm
电极材料:紫铜
电极尺寸:2*4mm
工件材料:45#
加工特点:低损耗
加工时间:40min
损耗:0.09mm(0.09%),标准损耗为≤0.5%
|
|
|
|